
Welding Process and Corrosion of Royal Cloisonne in the Qing DynastyTaking the Cloisonne Lamp in the Dongnuan Pavilion of Yangxin Hall as the Main Case Study
-
摘要:
在清代掐丝珐琅宫灯的金属结构部分发现较为规律且不易察觉的黑色物质,这些物质是保存过程中在自然条件下形成的腐蚀产物。综合利用X射线成像、X射线荧光光谱与拉曼光谱等手段,对该物质进行结构、元素和物相等分析。结果表明:黑色物质的形成与金属胎体结构、金属焊接工艺和材料有密切关系,金属胎体结构为多部件焊接而成,焊接所使用的工艺为“大焊”和“镴焊”。黑色物质主要成分为氧化铜、氧化亚铜、一氧化铅和氧化锌。
Abstract:A relatively regular and imperceptible black substance was found in the metal structure of the cloisonn é enamel palace lamp during the Qing Dynasty. These substances were corrosion products formed under natural conditions during preservation. X-ray imaging, X-ray fluorescence spectroscopy, Raman spectroscopy and other methods were comprehensive used to analyze the structure, elements and phase of the substance. The results show that the formation of the black substance was closely related to the metal carcass structure, metal welding process, and materials. The metal carcass structure was made by welding multiple components, and the welding processes used were “big welding” and “tin welding”. The main components of black matter are copper oxide, cuprous oxide, lead monoxide, and zinc oxide.
-
Keywords:
- cloisonne /
- metal welding /
- corrosion product /
- manufacturing process
-
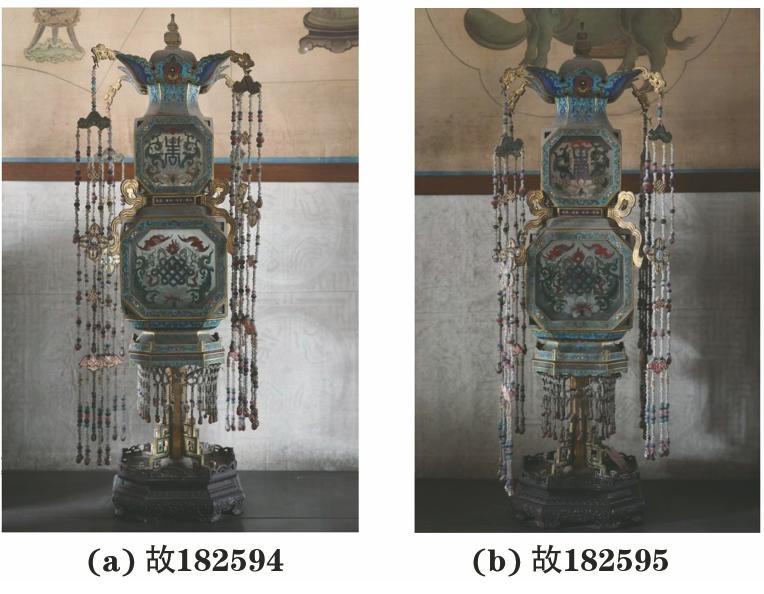
清代有一类与明代典型掐丝珐琅器皿非常不同的文物,通常以掐丝珐琅作为主体或附件出现在家具与文房等日常用品中,在造型上呈现四方、矩形和多棱角的特征。笔者在对故宫所藏的唯一一对掐丝珐琅嵌玻璃四方葫芦形制桌灯(见图1)进行修复保护时,发现金属表面的黑色物质。该对桌灯为养心殿东暖阁原状陈设,其上的黑色物质在其他同类文物上也有发现。
![]() 图 1 故宫博物院藏铜胎珐琅玻璃桌灯Figure 1. Lamp of cloisonne racturep from the collection of the Palace Museum
图 1 故宫博物院藏铜胎珐琅玻璃桌灯Figure 1. Lamp of cloisonne racturep from the collection of the Palace Museum黑色物质呈丝线状,位于桌灯外侧金属表面,分布有一定的规律性但不易被察觉。在以往对清代掐丝珐琅器物的修复保护和研究中偶尔也有类似现象,但总体不常见。笔者以此对掐丝珐琅宫灯为主要案例,以同时期掐丝珐琅残件样品作为辅助研究对象,利用多种检测分析手段对该现象背后的结构工艺、焊接工艺以及焊接材料所生成的腐蚀产物等进行研究。笔者针对黑色物质的成因、性质以及对文物本体的影响都给出了相应的结论,并且明确了该类珐琅文物金属胎体的拼接组合方式,同时利用图解方式呈现文物结构和制作工艺。以期对清代尤其是乾隆时期金属焊接工艺的发展与应用的实例进行补充,并为之后该类文物的修复保护和工艺研究提供理论支持。
1. 试验
1.1 试验对象
为使研究成果更具可靠性和参考性,除两件养心殿掐丝珐琅桌灯外,在故宫的资料库房中选取了5件清代的掐丝珐琅残件作为辅助研究对象,见图2。这些残件属于资料品,或破损严重或主体缺失,能够给研究提供更为丰富且直接的信息。分别对丝线状黑色物质、背部焊接材料、金属基体以及主体结构等进行试验。
1.2 试验方法
显微观察使用自研高分辨大视场三维视频显微镜,物镜为mitutoyo m plan apo系列,倍数分别为2倍、7.5倍、20倍、50倍,图像采集使用qhyccd qhy600天文相机。X射线影像观察使用德国YXLON的Y. CT Modular型双源双探测器CT设备,检测电压为540 kV,电流为1.25 mA,空间分辨率为143 μm,投影1 800张,2帧叠加,焦点到探测器距离为1 200 mm,焦点到物体距离为857.5 mm,积分时间为700 ms。
成分分析使用德国Bruker Nano GmbH的M4 Tornado型微曲X射线荧光光谱仪。采用Rh靶激发源,电压50 kV,电流200 μA,光斑尺寸20 μm,采集时间120 s。采用基本参数法对试验数据进行半定量计算,利用标准样品(SIM 610)进行校准。拉曼光谱分析使用RENISHAW Invia型激光显微共聚焦拉曼光谱仪,配备Andor多通道风冷开放式电极电荷耦合器件探测器(1024×576),DM2700显微镜(Leica),全息陷波滤波器和1 800 mm-1色散光栅,使用He-Ne激光器,波长532 nm,并通过相同的显微镜物镜回收表面的拉曼散射信号。
X射线衍射分析使用Bruker Discover型衍射仪,铜靶,微焦斑光源,光斑直径400 μm,管电压50 kV,管电流1 mA,2θ为20°~60°,步进扫描步数为3,每步100 s。
2. 结果与讨论
2.1 宏观分析结果
2.1.1 形貌观察
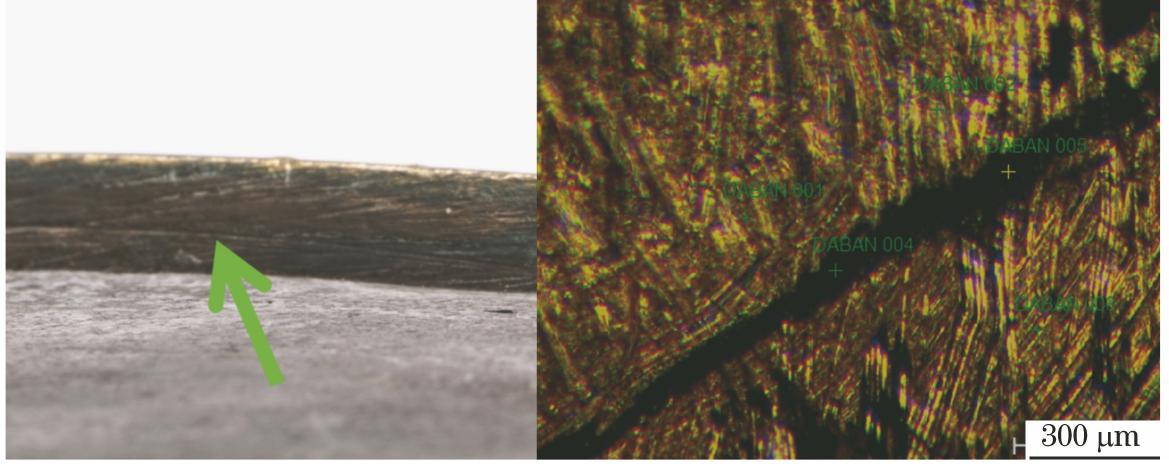
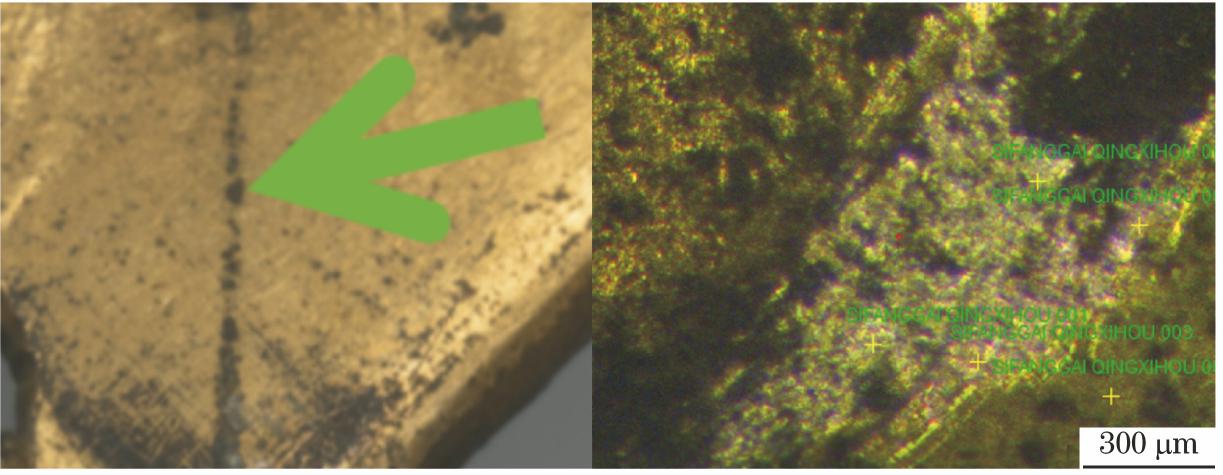
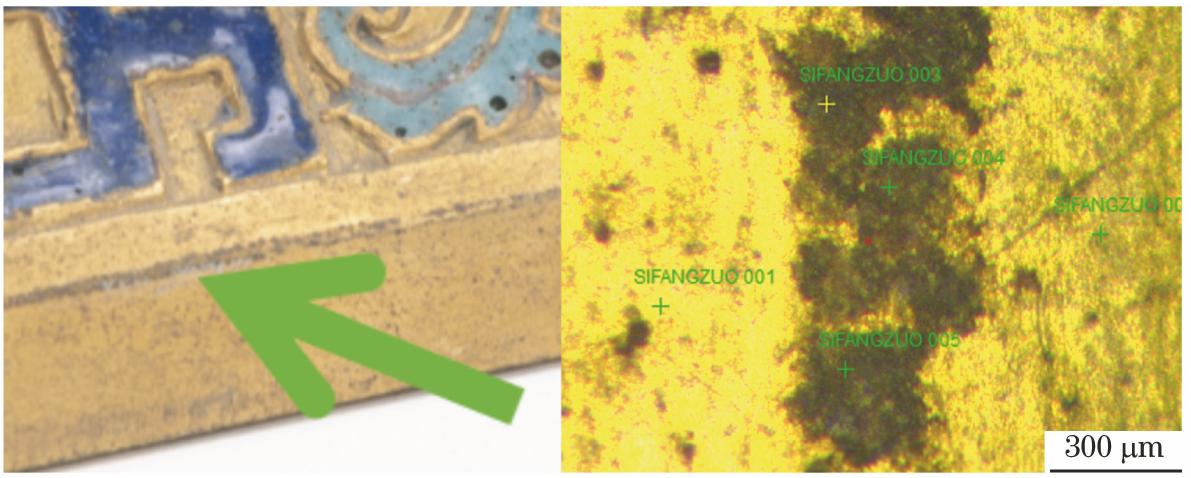
对桌灯主体和残件样品的“黑线”形貌进行观察,可见掐丝珐琅金属部分“黑线”的存在形式可以分为四类:Ⅰ型为凹陷状,是焊料未填满的焊接痕迹,黑色物质是焊料腐蚀产物与杂质污垢;Ⅱ型为凸起状颗粒,黑色物质为焊料的金属腐蚀产物;Ⅲ型为空缺状,没有物质填充,属于焊接缺陷造成的物理破损;Ⅳ型为填充状,是珐琅釉料在烧制过程中流动到焊接缝隙中所形成的,见图3。
![]() 图 3 四种“黑线”的形貌Figure 3. Morphology of four ‘black lines’: (a) No. I black line; (b) No. II black line; (c) No. III black line; (d) No. IV black line
图 3 四种“黑线”的形貌Figure 3. Morphology of four ‘black lines’: (a) No. I black line; (b) No. II black line; (c) No. III black line; (d) No. IV black line结合正面“黑线”位置,采用未施釉的珐琅胎体背面作为对照组,“黑线”背部都有面积更大且不规则的黑色物质,应是在焊接加工过程中由于焊接材料的流动所产生的焊料残留物,其表面呈黑色是自然条件下形成的腐蚀产物,非一体制作金属胎体的拼接痕迹清晰可见,见图4。
总体上,“黑线”基本都出现在器物正面铜鎏金部位,并且呈现规则的伴随型体的线性状态。器物背面存在与铜胎颜色和质感有异的黑色物质,且与造型结构相呼应,但整体面积更大形态更为松散,应是焊接加工痕迹与焊料残留痕迹。“黑线”正反两面形态有差别可能与加工程度相关,器物正面经过鎏金前的打磨工序而背面是焊接完成后未经打磨的原状。一般掐丝珐琅的制作流程是加工掐丝铜胎后施珐琅釉料,当珐琅釉料烧制完成后会对器物表面进行整体打磨使铜丝与釉料处在同一平面,在打磨完成后对外露的铜质部分进行鎏金,没有施珐琅釉和掐丝的内壁、内里等难以观察到的地方通常不进行鎏金和鎏金前的打磨工作。显微观察发现,许多焊缝之中存在珐琅釉料,显然只有在焊接之后烧制才会在焊缝中出现珐琅釉料,因此“黑线”在珐琅釉烧制之前形成。
2.1.2 结构观察
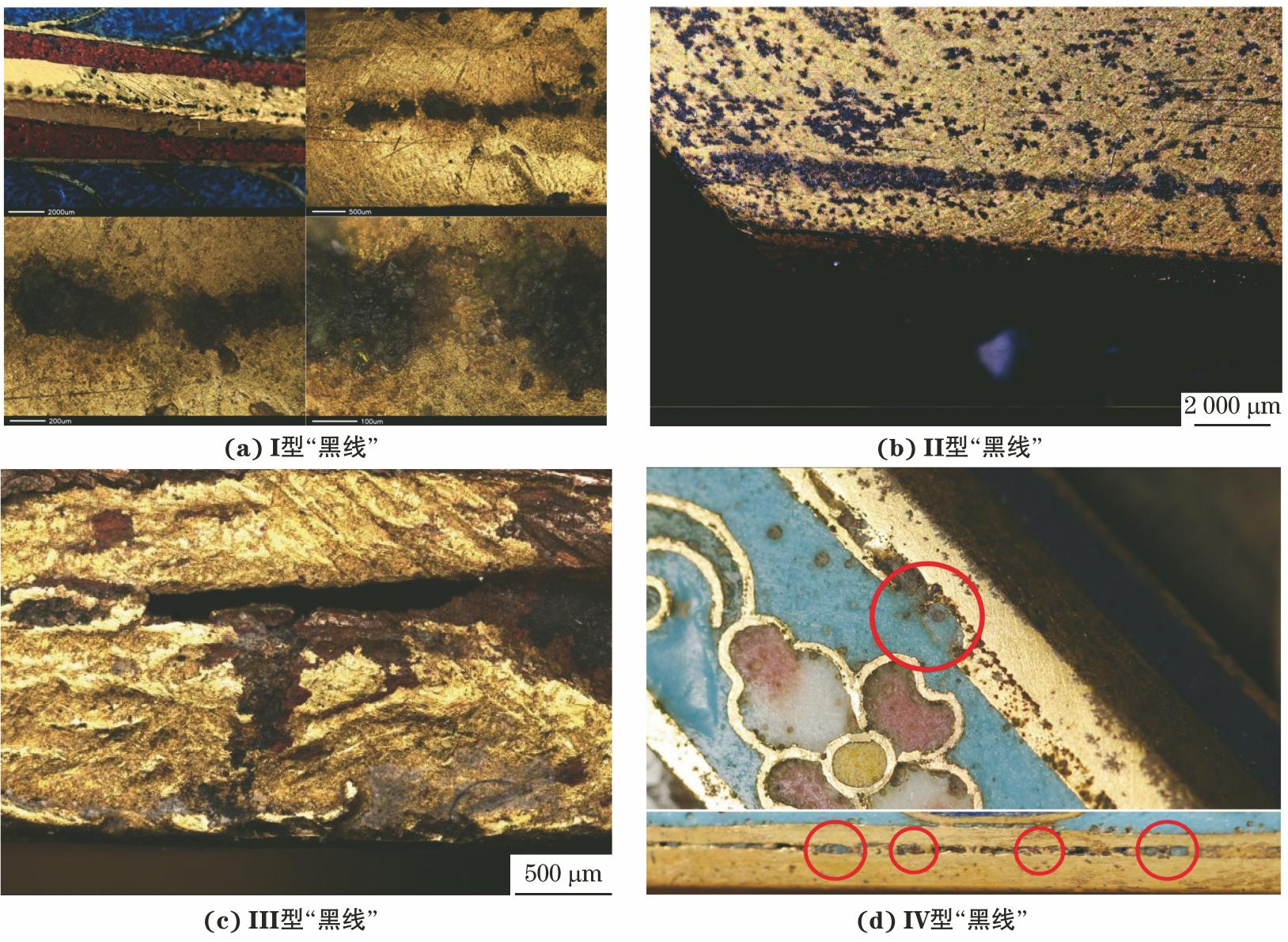
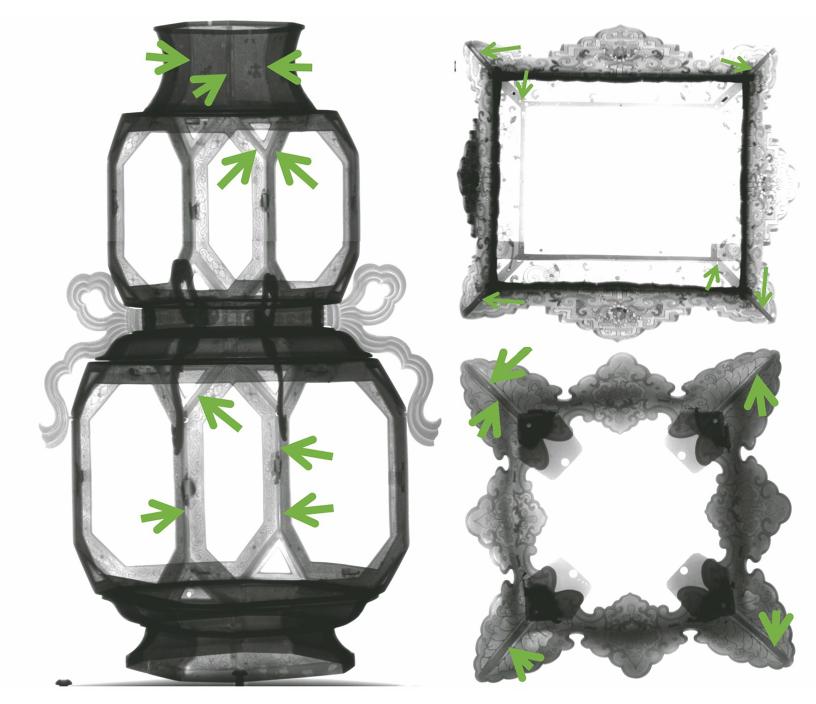
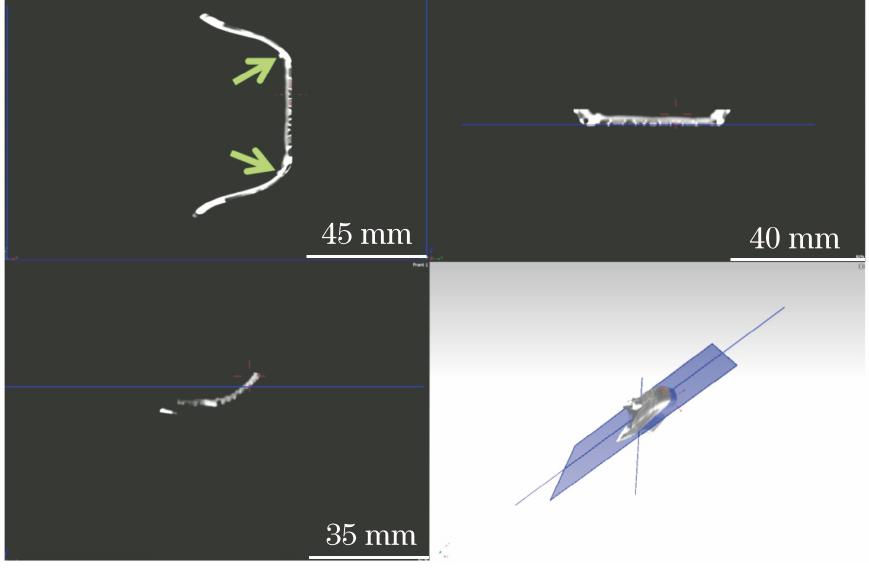
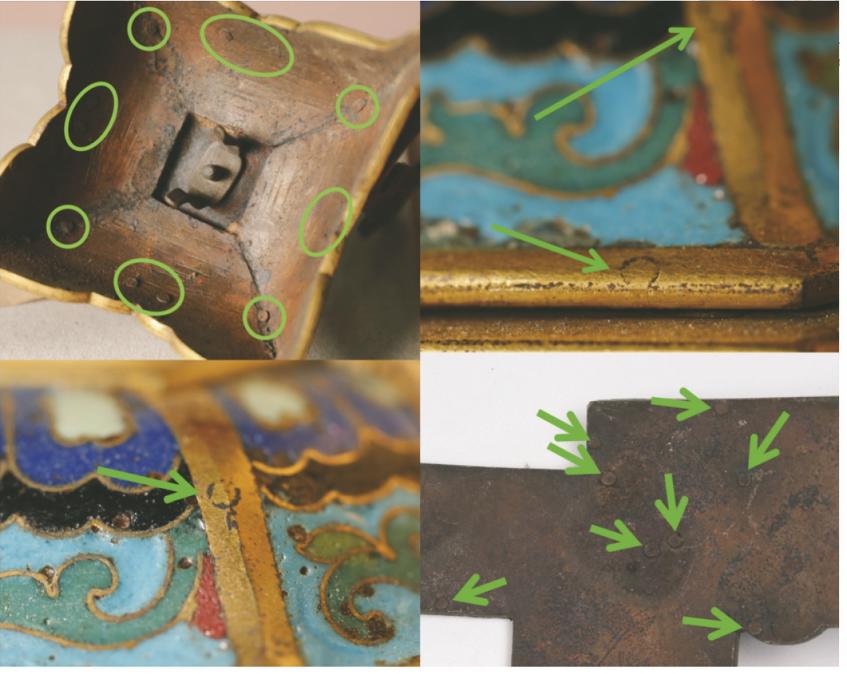
采用X射线二维和三维成像技术进一步对研究对象进行结构分析,并通过结构线图示意珐琅灯不同位置的组合关系。
由图5~8可见:与“黑线”相邻的铜胎并非一体,“黑线”部分普遍与周围金属基体的密度存在差异,局部甚至可观察到断续中空的缝隙。珐琅灯主体和5件样品的挡蓝条处均发现规格相近的“穿钉”,并且正反面都可观察到痕迹,器物正面因为经打磨和鎏金不易被发现,而器物反面的状态较为明显和原始。根据结构形态推测这种穿钉是在焊接挡蓝条之前,将挡蓝条与铜板钉在一起,起到预固定的作用。
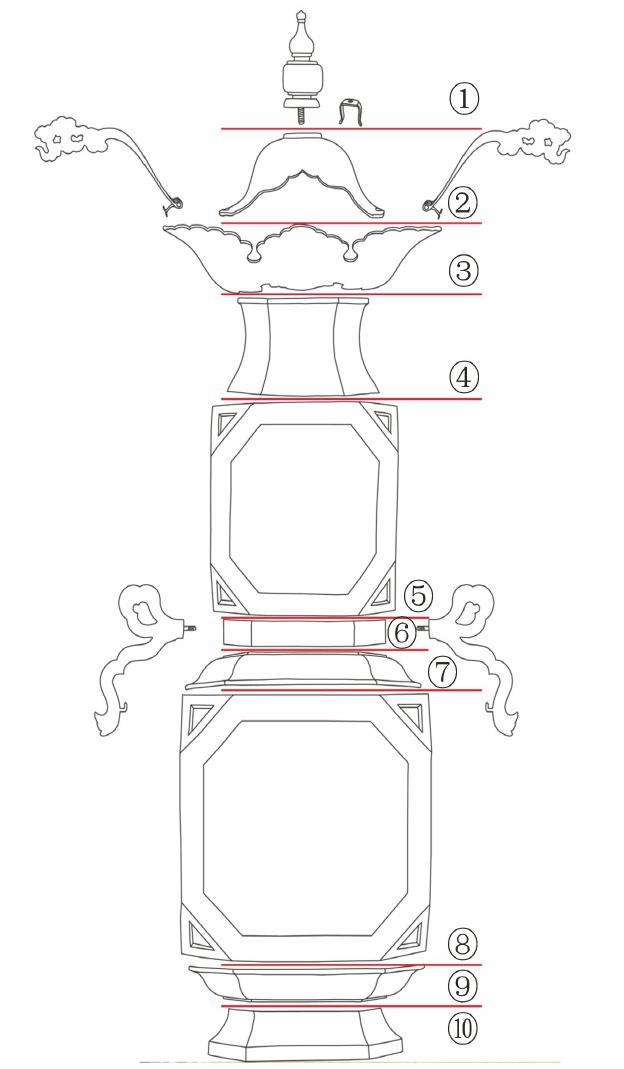
由图9~11可见:珐琅灯的主体结构由10部分组成,主要分为两类,一类是四方多边组合的立体框架,另一类是多面合围的组合构件。其中同一部分金属胎体连接处均有焊接加工痕迹,各部分之间由螺丝和直角卡扣固定。
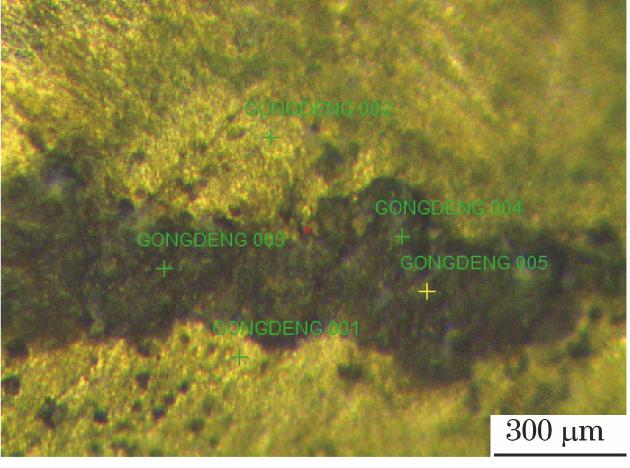
2.2 微观分析结果
对掐丝珐琅金属胎体的组合结构建立认知后,利用X射线荧光光谱仪、X射线衍射仪和拉曼光谱仪对金属基体、线状黑色物质和焊接痕迹进行元素和物相分析。
2.2.1 元素分析
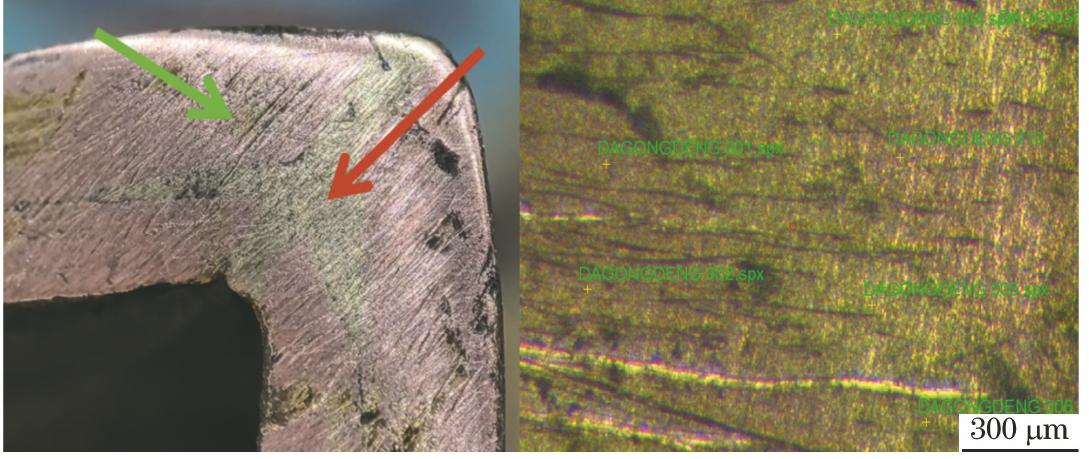
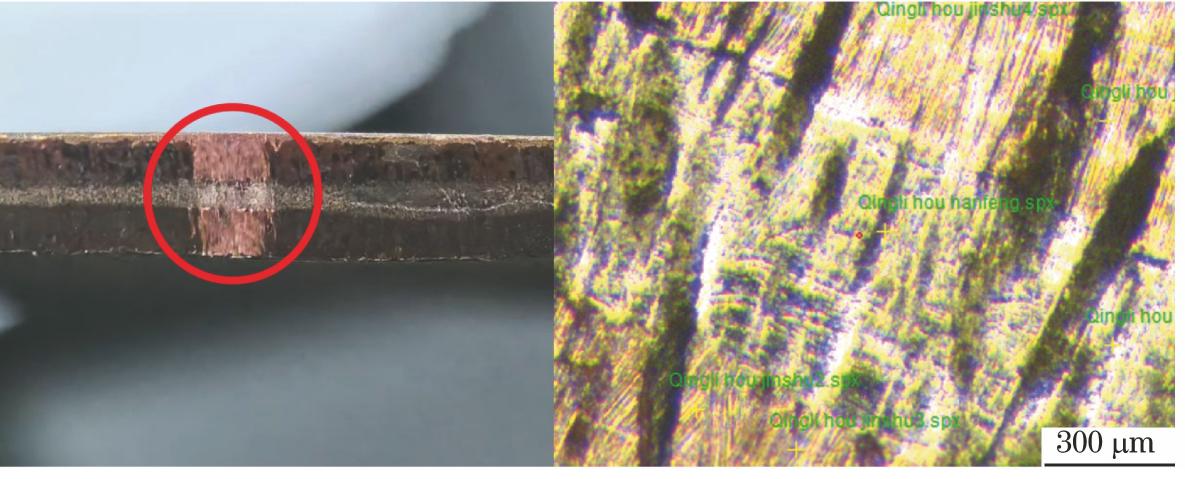
“黑线”与金属基体的成分分析位置见图12~19,成分分析结果见表1和表2。可以看出,“黑线”部分有明显的Cu、Zn和Pb,未检出Sn。“黑线”旁的金黄色位置有大量Au和Hg,未检出Pb和Sn,据此可以推测此处为铜基体鎏金[1]。样品①是一张平板状掐丝珐琅残件,测试点位为缝隙极小的边缘截面处,EDS结果表明,样品②元素含量与周围基体区别不明显。样品③的“黑线”较为明显且缝隙较为平整,为使检测结果更准确,对“黑线”处进行了简单的清理后,局部呈现出比鎏金处颜色更浅的黄白色。“黑线”处有大量的Zn和少量的Pb。金属基体主要元素是Cu、Au和Hg,可以确定为铜鎏金。样品④的“黑线”形貌较为平整,黑色物质之间夹杂着金黄色,“黑线”中含大量Zn和少量Pb,金属基体测试点位皆未检测出Zn和Pb,由于测试点位与金属基体混合,“黑线”中的Au含量较高,但这并不影响对焊料主要元素的判断。
![]() 图 17 珐琅灯罩内里银白色焊接痕迹Figure 17. Silver white welding marks inside the cloisonne lampshade
图 17 珐琅灯罩内里银白色焊接痕迹Figure 17. Silver white welding marks inside the cloisonne lampshade![]() 图 18 样品②焊接痕迹及金属基体分析点位Figure 18. Analysis points for the welding mark and Metal Matrix of sample ②
图 18 样品②焊接痕迹及金属基体分析点位Figure 18. Analysis points for the welding mark and Metal Matrix of sample ②![]() 图 19 样品④焊接痕迹及金属基体分析点位Figure 19. Analysis points for the welding mark and metal matrix of sample ④表 1 珐琅灯和样品①、③、⑤的"黑线"及金属基体元素分析结果Table 1. Analysis resultes of “black line” and metal matrix element composition of cloisonne lamp and sample ①、③、⑤
图 19 样品④焊接痕迹及金属基体分析点位Figure 19. Analysis points for the welding mark and metal matrix of sample ④表 1 珐琅灯和样品①、③、⑤的"黑线"及金属基体元素分析结果Table 1. Analysis resultes of “black line” and metal matrix element composition of cloisonne lamp and sample ①、③、⑤区域 质量分数/% Cl ZnO AuO SO3 PbO K2O CaO Fe2O3 NiO CuO HgO Ag2O Cr2O3 SiO2 Al2O3 珐琅灯黑线 1.26 25.01 8.46 1.75 2.47 0.57 0.38 0.41 0.02 58.78 0.84 0.06 珐琅灯金属基体 3.85 68.84 2.05 0.25 0.06 0.12 10.60 13.66 0.57 样品①黑线 0.24 1.35 0.52 0.17 0.22 97.50 样品①金属基体 0.29 0.11 0.10 0.09 99.37 样品③黑线 38.03 0.10 58.00 3.87 样品③金属基体 0.22 26.99 0.48 0.27 0.01 71.95 0.07 样品⑤黑线 3.52 23.35 26.55 8.03 0.84 0.45 1.04 1.12 23.58 3.09 0.25 5.94 2.24 样品⑤金属基体 0.12 73.86 0.21 0.24 0.14 14.63 8.96 0.72 1.12 表 2 珐琅灯罩和样品②、④的焊料及金属基体元素成分分析结果Table 2. Analysis results of welding mark and metal matrix element composition of cloisonne lampshade and ②、④ sample分析位置 质量分数/% Cl ZnO AuO SO3 PbO K2O CaO Fe2O3 NiO CuO HgO SnO2 Cr2O3 SiO2 Al2O3 ①灯罩破损处基体 0.69 0.56 0.17 0.15 97.59 0.76 0.06 ②灯罩破损处掐丝条 0.12 0.43 6.38 0.27 0.11 0.13 91.21 1.28 0.06 ③灯罩破损处焊料 0.00 18.91 0.15 0.10 74.51 6.07 ④灯罩焊接痕迹 1.15 8.00 0.40 0.14 0.22 87.70 0.75 灯罩内焊接痕迹 26.25 0.41 73.35 样品②焊接痕迹 25.50 0.11 2.03 0.20 0.24 70.50 0.03 1.08 0.29 样品②金属基体 0.35 0.11 99.46 0.08 样品④焊接痕迹 8.80 1.02 0.12 70.33 19.72 0.01 样品④金属基体 0.34 0.29 0.24 0.10 98.84 0.15 0.05 焊接痕迹与金属基体元素分析结果见表2。可以看出金属胎体(如图16位置①)应为红铜(单质铜),掐丝使用的也是红铜,但表面能够检测到1.28%(质量分数,下同)Hg以及6.38%的Au,说明进行了鎏金。破损处发现部分区域可能存在焊接痕迹(如图16位置③),成分分析结果显示此处Sn质量分数为6.07%,Zn质量分数为18.91%,推测此处应使用了高锌低铅高锡焊料对掐丝进行了焊接。珐琅灯罩内里结构连接处发现银白色的金属物质,主要元素为Sn和Pb,Cu元素质量分数仅为0.41%。珐琅灯罩内里结构连接处银白色金属物质(图17)的主要元素为Sn和Pb,Cu元素质量分数仅为0.41%。样品②在残损的截面处观察到焊缝与基体的分界(图18),其金属基体为红铜,焊缝位置有明显的Zn和Pb。样品④(图19)的上下层金属基体应为红铜(单质铜),中间层焊缝有明显的Sn、Zn和Pb。
综上所述,“黑线”的出现与焊接材料有直接关系,焊接痕迹应为焊接时残留的焊接材料,通过元素分析结果,将焊接材料划分为两类。
一类用作焊接金属主体结构和焊接掐丝,是以铜为主体的铜锌铅锡四元合金焊料。通过Cu-Zn二元合金相图[2]和Cu-Sn二元合金相图[3]可知,在铜锌合金中,随着Zn含量的增加,合金材料的熔点逐渐降低,当Zn的质量分数为20%时熔点约为1 000 ℃,当Sn的质量分数为20%时熔点约为900 ℃[4]。
在清代郑复光所著《镜镜訡痴》卷四“附钟表銲”中有关于铜锌银锡四元合金焊料的描述:“铜大銲方,菜花铜一斤(注:顶高之铜),白铅半斤,纹银一钱八分,合化铸后点锡(注:四钱八分),速搅匀即得”[5]。所述“白铅”即锌,按此计算铜和锌为焊料主体,占比高达90%以上。本研究中铜锌锡铅四元合金的焊料中虽然没有古文中所提到的银元素,但总体的工艺逻辑和主体材料比例与之相近,且符合古代对“大銲”的定义。
另一类用作焊接除掐丝珐琅主体以外的结构零件,为高锡高铅的铅锡焊料。这类焊料从古至今被广泛使用,此焊接工艺为镴焊技术。《天工开物》中记录“用锡末者为小焊,用响铜末者为大焊,碎铜为末”[5],其中“响铜”由铜与“广锡”共制,“广锡”就是自古沿用至今的铅锡合金焊料。镴焊技术经常应用在受力较小,不需要太高接合强度的部位[5],古文中关于焊料合金元素比例和作用对象,与本研究中焊料成分与焊接部位十分吻合。
另外,高锡焊料相比低锡焊料表面更为洁净光亮,铅锡焊料的这一特点尤为明显。从镀锡层微结构可以看出,镀锡层外层为致密的δ相层,而δ相具有非常好的耐蚀性,古代许多黑漆古铜镜表面由于有致密的δ相保护,至今黑漆光亮[6]。
2.2.2 物相分析
对两件桌灯和其他5件残件样品“黑线”进行拉曼光谱分析和X射线衍射分析,可确认其是在大气条件下自然形成的金属腐蚀产物。在黑色焊缝区域共发现四种锈蚀产物即氧化亚铜、一氧化铅、氧化铜和氧化锌,该结果与之前的焊接材料元素成分分析结果吻合。这四类腐蚀产物的性质相对稳定,虽然呈现“黑线”状态,但未对金属基体产生明显危害,在文物的库房保存环境中比较稳定,可根据文物自身与存放环境的条件选择保留或去除。
3. 结论
通过对两件故宫养心殿东暖阁原状陈设的铜胎掐丝珐琅桌灯和5件清代铜胎掐丝珐琅残件进行分析,明确了“黑线”为焊接材料在自然环境中产生的金属腐蚀产物,主要为氧化铜、氧化亚铜、一氧化铅和氧化锌四种。试样按焊接材料和工艺目的分为“大焊”和“镴焊”两类,“大焊”用作焊接金属主体结构和焊接掐丝,以铜为主体的铜锌铅锡四元合金焊料,操作难度和连接强度更高;“镴焊”用作焊接除金属主体以外的结构零件,为高锡高铅的铅锡焊料,操作难度和连接强度较低但防腐蚀能力较强。
从文物保护的角度看,虽然“黑线”腐蚀产物在常规库房存放条件下较为稳定,铜胎基体以及焊料本身都未出现劣化的风险。但由于位处文物主体的关键结构,在保证文物存放环境稳定安全的同时仍然建议在有条件的情况下尽可能地去除“黑线”,并进行有效的缓蚀和封护。
本研究得到了故宫博物院谷岸先生对显微分析提供了重要帮助,故宫博物院张雪雁女士对X射线结构分析提供了技术支持,故宫博物院康葆强先生对X射线衍射分析提供了重要帮助,在此并致感谢。 -
![]()
图 1 故宫博物院藏铜胎珐琅玻璃桌灯
Figure 1. Lamp of cloisonne racturep from the collection of the Palace Museum
![]()
图 3 四种“黑线”的形貌
Figure 3. Morphology of four ‘black lines’: (a) No. I black line; (b) No. II black line; (c) No. III black line; (d) No. IV black line
![]()
图 17 珐琅灯罩内里银白色焊接痕迹
Figure 17. Silver white welding marks inside the cloisonne lampshade
![]()
图 18 样品②焊接痕迹及金属基体分析点位
Figure 18. Analysis points for the welding mark and Metal Matrix of sample ②
![]()
图 19 样品④焊接痕迹及金属基体分析点位
Figure 19. Analysis points for the welding mark and metal matrix of sample ④
表 1 珐琅灯和样品①、③、⑤的"黑线"及金属基体元素分析结果
Table 1 Analysis resultes of “black line” and metal matrix element composition of cloisonne lamp and sample ①、③、⑤
区域 质量分数/% Cl ZnO AuO SO3 PbO K2O CaO Fe2O3 NiO CuO HgO Ag2O Cr2O3 SiO2 Al2O3 珐琅灯黑线 1.26 25.01 8.46 1.75 2.47 0.57 0.38 0.41 0.02 58.78 0.84 0.06 珐琅灯金属基体 3.85 68.84 2.05 0.25 0.06 0.12 10.60 13.66 0.57 样品①黑线 0.24 1.35 0.52 0.17 0.22 97.50 样品①金属基体 0.29 0.11 0.10 0.09 99.37 样品③黑线 38.03 0.10 58.00 3.87 样品③金属基体 0.22 26.99 0.48 0.27 0.01 71.95 0.07 样品⑤黑线 3.52 23.35 26.55 8.03 0.84 0.45 1.04 1.12 23.58 3.09 0.25 5.94 2.24 样品⑤金属基体 0.12 73.86 0.21 0.24 0.14 14.63 8.96 0.72 1.12 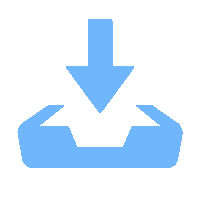 下载: 导出CSV
下载: 导出CSV
表 2 珐琅灯罩和样品②、④的焊料及金属基体元素成分分析结果
Table 2 Analysis results of welding mark and metal matrix element composition of cloisonne lampshade and ②、④ sample
分析位置 质量分数/% Cl ZnO AuO SO3 PbO K2O CaO Fe2O3 NiO CuO HgO SnO2 Cr2O3 SiO2 Al2O3 ①灯罩破损处基体 0.69 0.56 0.17 0.15 97.59 0.76 0.06 ②灯罩破损处掐丝条 0.12 0.43 6.38 0.27 0.11 0.13 91.21 1.28 0.06 ③灯罩破损处焊料 0.00 18.91 0.15 0.10 74.51 6.07 ④灯罩焊接痕迹 1.15 8.00 0.40 0.14 0.22 87.70 0.75 灯罩内焊接痕迹 26.25 0.41 73.35 样品②焊接痕迹 25.50 0.11 2.03 0.20 0.24 70.50 0.03 1.08 0.29 样品②金属基体 0.35 0.11 99.46 0.08 样品④焊接痕迹 8.80 1.02 0.12 70.33 19.72 0.01 样品④金属基体 0.34 0.29 0.24 0.10 98.84 0.15 0.05
下载: 导出CSV
-
[1] 吴坤仪. 鎏金[J]. 中国冶金史论文集.北京钢铁学院学报, 1986, 157-161. [2] 宋维锡. 金属学[M]. 北京: 冶金工业出版社, 1980. SONG W X. Metallurgy[M]. Beijing: Metallurgical Industry Press, 1980.
[3] 苗建民扫描电镜对清代掐丝珐琅制作工艺的研究2002年中国材料研讨会论文集北京200210671071苗建民. 扫描电镜对清代掐丝珐琅制作工艺的研究[C]//2002年中国材料研讨会论文集. 北京: [出版者不详细], 2002: 1067-1071. [4] (清)郑复光. 中国古代科技名著译注丛书·静静訡痴译注[M]. 上海: 上海古籍出版社, 2015: 276-295. [5] (明)宋应星. 天工开物译注[M]. 上海: 上海古籍出版社, 2008: 83-184. [6] 何堂坤. 几面表层漆黑的古铜镜之分析研究[J]. 考古学报, 1987(1): 119-131,146-147. HE T K. An analysis of several bronze mirrors with a black surface layer[J]. Acta Archaeologia Sinica, 1987(1): 119-131,146-147.






计量
- 文章访问数: 70
- HTML全文浏览量: 25
- PDF下载量: 22
