
Page 60 - 腐蚀与防护2024年第十一期
P. 60
刘雪辉, 等: 高强低合金钢焊接接头在海水中的初期腐蚀行为
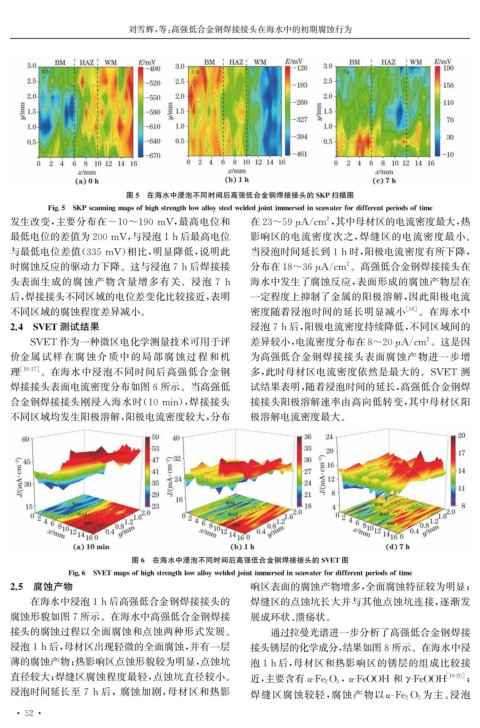
图5 在海水中浸泡不同时间后高强低合金钢焊接接头的SKP扫描图
Fi g .5 SKPscannin gma p sofhi g hstren g thlowallo y steelwelded j ointimmersedinseawaterfordifferent p eriodsoftime
发生改变, 主要分布在-10~190mV , 最高电位和 在23~59 μ A / cm , 其中母材区的电流密度最大, 热
2
最低电位的差值为200mV , 与浸泡1h后最高电位 影响区的电流密度次之, 焊缝区的电流密度最小。
与最低电位差值( 335mV ) 相比, 明显降低, 说明此 当浸泡时间延长到1h时, 阳极电流密度有所下降,
时腐蚀反应的驱动力下降。这与浸泡7h后焊接接 分布在18~36 μ A / cm 。高强低合金钢焊接接头在
2
头表面生成的腐蚀产物含量增多有关。浸泡 7h 海水中发生了腐蚀反应, 表面形成的腐蚀产物层在
后, 焊接接头不同区域的电位差变化比较接近, 表明 一定程度上抑制了金属的阳极溶解, 因此阳极电流
不同区域的腐蚀程度差异减小。 密度随着浸泡时间的延长明显减小 [ 18 ] 。在海水中
2.4 SVET测试结果 浸泡7h后, 阳极电流密度持续降低, 不同区域间的
SVET 作为一种微区电化学测量技术可用于评 差异较小, 电流密度分布在8~20 μ A / cm 。这是因
2
价金属试样在腐蚀介质中的局部腐蚀过程和机 为高强低合金钢焊接接头表面腐蚀产物进一步增
理 [ 16-17 ] 。在海水中浸泡不同时间后高强低合金钢 多, 此时母材区电流密度依然是最大的。 SVET 测
焊接接头表面电流密度分布如图6所示。当高强低 试结果表明, 随着浸泡时间的延长, 高强低合金钢焊
合金钢焊接接头刚浸入海水时( 10min ), 焊接接头 接接头阳极溶解速率由高向低转变, 其中母材区阳
不同区域均发生阳极溶解, 阳极电流密度较大, 分布 极溶解电流密度最大。
图6 在海水中浸泡不同时间后高强低合金钢焊接接头的SVET图
Fi g .6 SVETma p sofhi g hstren g thlowallo ywelded j ointimmersedinseawaterfordifferent p eriodsoftime
2.5 腐蚀产物 响区表面的腐蚀产物增多, 全面腐蚀特征较为明显;
在海水中浸泡1h后高强低合金钢焊接接头的 焊缝区的点蚀坑长大并与其他点蚀坑连接, 逐渐发
腐蚀形貌如图7所示。在海水中高强低合金钢焊接 展成环状、 溃疡状。
接头的腐蚀过程以全面腐蚀和点蚀两种形式发展。 通过拉曼光谱进一步分析了高强低合金钢焊接
浸泡1h后, 母材区出现轻微的全面腐蚀, 并有一层 接头锈层的化学成分, 结果如图8所示。在海水中浸
薄的腐蚀产物; 热影响区点蚀形貌较为明显, 点蚀坑 泡1h后, 母材区和热影响区的锈层的组成比较接
直径较大; 焊缝区腐蚀程度最轻, 点蚀坑直径较小。 近, 主要含有α-Fe 2O 3 α-FeOOH 和γ-FeOOH [ 19-20 ] ;
,
浸泡时间延长至 7h 后,腐蚀加剧, 母材区和热影 为主。 浸泡
焊缝区腐蚀较轻, 腐蚀产物以 α-Fe 2O 3
· 5 2 ·